
Integration of the analysis & process instrumentation
Aquinas Analytical specializes in providing analyzer integration and process instrumentation services for industries such as petrochemicals, oil & gas, water/wastewater, and more. Our services encompass the following key components and considerations:
Instrument Selection
We assist our clients in selecting the right technology for accurate measurement, for parameters like pressure, temperature, flow rate, chemical composition, under extreme operating conditions.
Data Acquisition Systems
We implement robust data acquisition systems to gather real-time data from sensors, enabling data processing, analysis, and informed decision-making for process control.
Analytical Instruments
Depending on industry requirements, we provide various analytical instruments including gas chromatographs, spectrometers, moisture analyzers, pH meters, chlorine analyzers, conductivity meters, etc.
Integration with Control Systems
We integrate analysis systems with plant control systems for seamless operation, feedback loops, and process optimization, utilizing software interfaces and communication protocols.
Calibration and Maintenance
We implement robust data acquisition systems to gather real-time data from sensors, enabling data processing, analysis, and informed decision-making for process control.
Compliance and Safety
We ensure our analysis systems meet industry standards, regulations, safety protocols, and considerations for hazardous environments, explosion-proof equipment, and data security.
Customization and Optimizatio
We customize analysis and instrumentation systems to fit unique industry and plant requirements, optimizing performance over time through data analysis and feedback loops.
Aquinas Analytical plays a crucial role in enhancing operational capabilities and safety standards in petrochemical and oil refining industries by providing design and manufacturing services for complete systems in process analysis.
Analyzer Local Cabinets
Designing, assembling, testing, and commissioning Analyzer local cabinets is a meticulous process that ensures the proper functioning and protection of analytical instrumentation and equipment used for process analysis. These cabinets are essential for maintaining a controlled environment that safeguards analyzers from external factors that could impact their performance.
Design Phase
-
Analyzing Requirements
Understanding the specific requirements of the analytical instruments, such as temperature, humidity, electrical requirements, and space constraints.
-
Cabinet Design
Creating a design for the local cabinets that accommodates the analyzers while providing adequate space, ventilation, and accessibility for maintenance and operation.
-
Material Selection
Choosing suitable materials for the cabinet construction based on factors like durability, corrosion resistance, and environmental compatibility.
-
Safety and Compliance
Ensuring the design complies with industry standards, safety regulations, and hazardous area classifications if applicable.

Assembly and Integration
- Procurement: Acquiring the necessary components, equipment, and instrumentation for the cabinets, including sensors, controllers, electrical panels, and structural materials.
- Assembly: Constructing the cabinets according to the approved design, including installing shelves, racks, cable management systems, and mounting points for analyzers.
- Instrumentation Integration: Integrating analytical instruments into the cabinets, connecting wiring, tubing, and communication interfaces as per manufacturer specifications.
Testing and Validation
- Functional Testing: Conducting thorough testing of the cabinets and integrated instrumentation to verify functionality, performance, and accuracy.
- Environmental Testing: Subjecting the cabinets to environmental tests such as temperature variation, humidity control, vibration, and electrical interference to ensure robustness and reliability.
- Calibration and Verification: Calibrating analytical instruments and verifying measurement accuracy against known standards and reference samples.
Commissioning and Installation
- Site Preparation: Ensuring the installation site meets requirements for power supply, ventilation, safety protocols, and accessibility for maintenance.
- Commissioning: Installing the cabinets at the designated site, connecting utilities, conducting final checks, and initializing operational parameters.
- Training and Handover: Providing training to operators and maintenance personnel on cabinet operation, maintenance procedures, troubleshooting, and safety protocols.
- Documentation: Generating comprehensive documentation including manuals, drawings, as-built configurations, test reports, and compliance certificates.
By following a systematic approach from design to commissioning, Aquinas Analytical ensures that Analyzer local cabinets meet quality standards, functionality requirements, and operational efficiency for reliable process analysis and instrumentation performance.
Sample Conditioning System & Sample Probes
We specialize in engineering and manufacturing sample conditioning systems and sample probes that meet the requirements of advanced and precise analyzers, ensuring optimal integration and accuracy
A sample conditioning system is a crucial component in analytical instrumentation, especially in industries such as petrochemicals, oil and gas, pharmaceuticals, and environmental monitoring. It refers to a set of equipment and processes designed to prepare and condition samples before they are analyzed by analytical instruments. Here are the key aspects and components of a sample conditioning system
Sample Collection
The system begins with the collection of samples from the process or environment being monitored. This can involve sampling points, sampling probes, or sample containers depending on the application.
Sample Transport
Once collected, the samples are transported to the conditioning system. This may involve pipelines, tubing, or sampling lines designed to maintain sample integrity and prevent contamination or loss.
Sample Conditioning
The conditioning process involves several steps to prepare the sample for analysis. This can include filtration to remove particulates, temperature control to adjust sample temperature, pressure regulation, dilution if needed, and chemical treatment to stabilize or preserve the sample.
Sample Filtration
Filtration is often a critical step to remove solid particles or impurities that could interfere with analysis or damage analytical instruments. Different types of filters (e.g., membrane filters, particulate filters) may be used based on the sample composition.
Sampling System Integration
Sample conditioning systems are integrated with analytical instruments such as gas chromatographs, spectrometers, moisture analyzers, pH meters, etc. This integration allows for seamless transfer of conditioned samples to the analyzers for accurate and reliable measurements
Chemical Treatment
Certain samples may undergo chemical treatment to adjust pH, remove contaminants, or add stabilizers. This ensures that the sample remains stable and representative during analysis.
Temperature and Pressure Control
Some samples require specific temperature and pressure conditions for accurate analysis. Sample conditioning systems can include heaters, coolers, pressure regulators, and valves to control these parameters.
Monitoring and Control
Advanced sample conditioning systems may include monitoring and control features such as sensors, alarms, data logging, and automated control systems. These features ensure the system operates within desired parameters and alerts operators to any deviations or issues.
Overall, a well-designed sample conditioning system plays a crucial role in ensuring the accuracy, reliability, and integrity of analytical measurements by preparing samples effectively and minimizing potential interferences or errors.
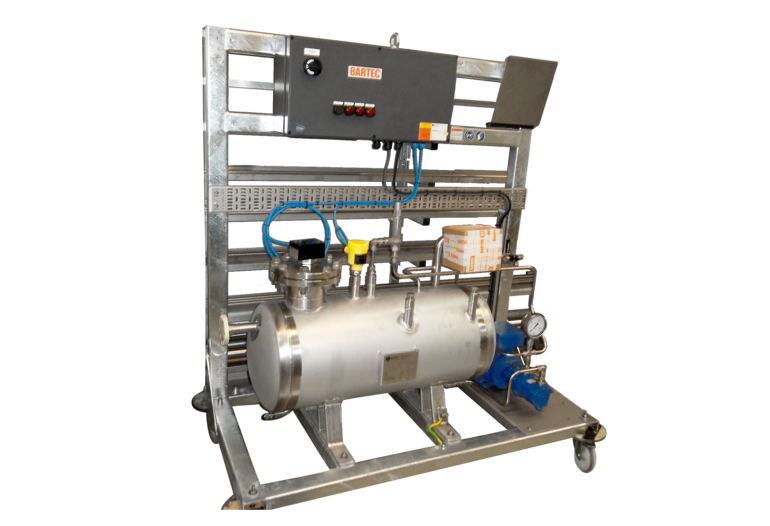
Sample Recovery Systems
We offer a customized sample recovery system designed to collect used samples from online process analyzers and continuously return them back to the process lines. Our system is tailored to handle various product characteristics such as pour point, viscosity, density, and hazardous area classification. The size and shape of the vessel can be customized to fit local conditions and needs. It is particularly useful in applications where the process fluid cannot be flared (gas) or drained (liquid) or is too valuable to waste
Manual & Automatic Samplers
We provide high-quality manuals and automatic samplers for custody transfer applications. Our partnership with leading OEMs enables us to offer a wide range of customizable samplers to , meet diverse customer needs and industry standards effectively.
INSTRUMENTATION
We provide complete instrumentation and control system to meet the requirements of industrial processes and HVAC systems. Our experienced instrumentation engineers handle design, sizing, and instrument selection to ensure precise process measurement and control. We source products from leading manufacturers to maintain consistency and quality across our solutions.
Our range of process instruments includes transmitters for pressure and temperature, level transmitters, flow transmitters, process analyzers, switches for pressure, level, and flow, as well as gauges for temperature and pressure monitoring.

Fuel Flame scanner
Fuel Flame Scanners designed specifically to enhance safety and performance in combustion chambers, boilers, and furnaces. As a valued partner, we believe this innovative solution will significantly benefit your operations and address critical safety concerns in the chemical and refining industries.
The Fuel Flame Scanner is engineered to detect flames promptly within combustion environments. One of the prevalent dangers in our industry is the risk of explosion and fire due to the mixture of liquid discharges and flammable gases with oxygen. Delays in detecting a dying flame can lead to catastrophic consequences, including explosions that can result in tremendous financial losses. Our flame scanner offers reliable performance, ensuring timely detection and enhancing overall safety in your facilities.The Fuel Flame Scanner is engineered to detect flames promptly within combustion environments. One of the prevalent dangers in our industry is the risk of explosion and fire due to the mixture of liquid discharges and flammable gases with oxygen. Delays in detecting a dying flame can lead to catastrophic consequences, including explosions that can result in tremendous financial losses. Our flame scanner offers reliable performance, ensuring timely detection and enhancing overall safety in your facilities.

Comprehensive Support
We assist you at every stage, from need assessment to the identification and design of the most suitable flame scanner for your specific industry requirements. Our specialized consultation ensures that you choose the right device tailored to your needs.
Installation Services
Our expert team will handle the installation process, ensuring that your new flame scanners are set up for optimal performance.
Unmatched Guarantee
We stand by the quality of our products. Our Fuel Flame Scanners come with a full *18-month guarantee*, reflecting our commitment to providing you with reliable and effective flame detection systems.
Long-Term Support
In addition to the guarantee, we offer *10 years of site and workshop repair services*, ensuring that your operations remain uninterrupted
our integrated approach to consultation, installation, and support sets us apart. We are dedicated to ensuring that you receive the best possible solution for your flame detection needs.
We are confident that our Fuel Flame Scanners will be a valuable addition to your safety protocols and operational efficiency. Please feel free to reach out for specialized consultations or to discuss how our new product can be integrated in your existing system .
HVAC & Air Conditioning System
We specialize in designing and manufacturing HVAC units tailored for hazardous environments and severe conditions. Here are the key features and benefits:
Customized Solution
Our HVAC units are customizable to meet specific customer requirements, ensuring they align with diverse industry needs.
Standardized Technical Design
While offering customization, we maintain a standardized technical design for consistency, reliability, and ease of use across our units.
High-Quality Construction
Built with durable materials like painted carbon steel or stainless steel (AISI 304 or 316), our units enhance durability, corrosion resistance, and longevity in harsh environments.
Noise Reduction
Internal insulation with sound-absorbing materials minimizes operational noise, creating a comfortable working environment even in sensitive areas.
Ease of Maintenance
Strategically positioned components and panels facilitate easy access, troubleshooting, and maintenance, reducing downtime and ensuring efficient operation.
Safety Features
Our units incorporate safety features such as explosion-proof design, reliable electrical systems, and integrated alarms to ensure safe operation and compliance with industry standards.

Structural Stability
The base is made of painted carbon steel for structural stability, and lifting holes allow for easy installation and relocation as needed, enhancing deployment flexibility.
Our comprehensive approach prioritizes quality, customization, safety, and maintenance ease, ensuring our HVAC units meet the rigorous demands of hazardous environments and provide reliable solutions tailored to customer needs.